If you're working with stainless steel, you already know it's one of the most challenging materials to machine. The good news? With the right approach, you can achieve excellent surface finishes that meet even the most demanding specifications. In this guide, I'll share practical tips and techniques that we've learned through years of working with this tough material at Ruo Chen.
The Essential Truth About Machining Stainless Steel
Here's what you need to understand right from the start: stainless steel is fundamentally different from regular mild steel. It's tougher, more heat-resistant, and it absolutely hates being rushed. The poor surface finishes you might be experiencing aren't usually caused by your equipment—they're caused by not respecting how this material behaves.
The three biggest issues with stainless steel machining are:
Work hardening - This is your enemy number one. When you apply pressure to stainless steel, it hardens under stress. If you don't cut aggressively enough, you're actually making the material harder and more difficult to machine.
Heat buildup - Stainless steel is a poor conductor of heat. This means the heat from cutting concentrates at the tool tip rather than dissipating into the chip or workpiece. This can dull your tools rapidly and cause poor surface quality.
Built-up edge (BUE) - Small fragments of material accumulate on your cutting tool, causing rough finishes and unpredictable chip flow.
Now that you understand these challenges, let's talk about how to overcome them and achieve that mirror-like surface finish your customers demand.
Choosing the Right Cutting Tools
This is where most people start getting it wrong. You cannot use the same tools and speeds for stainless steel that you'd use for aluminum or brass.
Tool Material Selection
For stainless steel, you have three main options:
Carbide tools - These are your best choice for most applications. They can handle higher speeds and temperatures than high-speed steel. Look for carbide grades specifically designed for stainless steel (typically grades like K10, K20, or comparable).
Ceramic tools - These work well for high-speed finishing operations, particularly for turning. They can achieve faster speeds, but they're more brittle and require very rigid setups.
High-speed steel (HSS) - While more affordable, HSS tools should be reserved for manual machines or situations where tool chatter is inevitable. They simply can't match carbide performance on CNC equipment.
Coatings Matter More Than You Think
Don't underestimate the importance of tool coatings. PVD and CVD coatings specifically designed for stainless steel can dramatically improve your surface finish and tool life. I recommend:
TiAlN coatings - Excellent for general stainless steel work
AlCrN coatings - Great for high-speed finishing
Uncoated carbide - Sometimes better for interrupted cuts where coating adhesion might fail
The coating isn't just a nice-to-have—it's protection against the heat and chemical reaction between your tool and the stainless steel.
Optimizing Cutting Parameters
Here's where the real magic happens. Your speeds and feeds determine everything about your surface finish.
Feed Rate is Your Friend
This is counterintuitive, but hear me out: you should use aggressive feed rates with stainless steel. A feed rate that's too light causes work hardening and actually produces worse results. Aim for:
Turning: 0.15-0.25 mm/rev (feed per revolution)
Milling: Depends on your tool, but generally 20-50% higher than you'd use on mild steel
End mills: 0.05-0.15 mm/tooth depending on diameter and machine rigidity
Your machine must be rigid enough to handle these feeds. If you don't have a solid, well-maintained CNC mill or lathe, you'll need to dial these back slightly.
Cutting Speed—Faster Usually Means Better
This also seems wrong, but stainless steel responds better to higher speeds than most people expect. Higher speeds reduce built-up edge formation and improve chip flow. Here's what we recommend:
For turning with carbide tools:
100-150 m/min for roughing
150-250 m/min for finishing (depending on finish grade)
For milling with carbide:
80-120 m/min for roughing
120-180 m/min for finishing
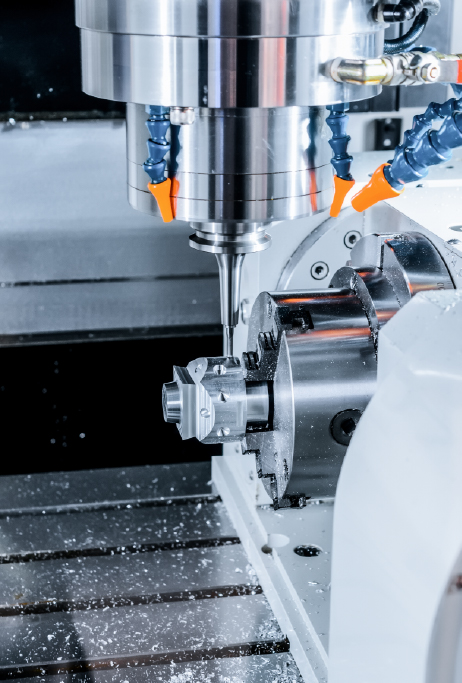
For 5-axis machining, you might push even higher depending on your particular stainless steel grade and tool geometry.
The key is maintaining a balance. You want enough speed to prevent work hardening but not so much that you generate excessive heat.
Depth of Cut Strategy
Don't skimp on depth of cut during roughing. A lighter cut might seem safer, but it actually promotes work hardening. Use:
Roughing operations: 2-4 mm depth of cut (adjust based on your machine power)
Finishing passes: 0.5-1.5 mm for conventional milling, 0.3-0.7 mm for high-speed finishing
Coolant Selection and Application
Many people overlook coolant strategy, but it's absolutely critical for stainless steel.
Which Coolant to Use
Soluble oil coolants - Good for general work, provides decent cooling and lubrication
Semi-synthetic coolants - Better cooling properties, my preference for most stainless steel work
Full synthetic coolants - Excellent for high-speed operations, though more expensive
Minimum quantity lubrication (MQL) - Increasingly popular, works well with modern carbide tools and reduces waste
Avoid using straight cutting oil on stainless steel if possible—it doesn't provide enough cooling. The cooling effect is actually more important than lubrication when machining stainless.
Application Method Matters
How you apply coolant is just as important as which coolant you choose:
For turning and facing, direct the coolant flow to the cutting edge from above. This helps break chips and carries heat away effectively.
For milling, especially deep cavities, ensure coolant reaches the cutting edge. Consider through-spindle coolant delivery if you have it available.
Never apply coolant intermittently—this thermal shock can damage your tools. It's better to run dry than to apply coolant sporadically.
At Ruo Chen, we've found that properly applied coolant can improve surface finish by 20-30% and extend tool life significantly.
Machine Setup and Rigidity
Your machine setup directly impacts surface quality. Don't ignore this.
Tool Holder and Extension
Use the shortest possible tool holder that works for your geometry
Ensure your tool is properly seated in the holder
Avoid excessive tool overhang—this reduces rigidity and causes chatter
For finish passes, consider premium tool holders designed for rigidity
Workpiece Clamping
Clamp as close to the cutting area as possible
Use appropriate clamping pressure—enough to hold securely, but not so much that you distort the part
For delicate geometries, consider soft-jaw clamping
Spindle Condition
A worn spindle bearings or runout will ruin your surface finish. If you're getting inconsistent results:
Check spindle runout with a dial indicator
Verify tool changer accuracy
Have your spindle professionally checked if it's old
Understanding Stainless Steel Grades
Not all stainless steels behave the same way. Your machining strategy should depend on the grade:
Austenitic grades (300 series like 304, 316)
Most common, prone to work hardening
Require the strategies I've mentioned above
Can achieve excellent surface finishes with proper technique
Ferritic grades (400 series like 430)
Easier to machine than austenitic
Prone to chatter sometimes
Can often use slightly lower speeds
Martensitic grades (like 440C)
Can be very hard, machining is more straightforward
May require different tool materials
Generally easier to finish
Before moving into final finishing steps, it’s important to recognize that many surface problems on stainless steel come from common machining defects—including chatter marks, built-up edge, tool wear patterns, or heat-affected zones. Addressing these defects at the source makes it much easier to achieve a consistent, high-quality surface finish.
The Finishing Touch: Post-Machining Considerations
Even perfect machining can look poor if you don't handle the part properly afterward.
Tool marks - Fine feed rates and speeds help, but sometimes light honing with fine abrasives improves appearance
Coolant residue - Clean your part thoroughly after machining; dried coolant can look like chatter marks
Passivation - For many stainless steel applications, chemical passivation improves corrosion resistance and appearance
Real-World Tips from Our Experience
After years of machining stainless steel, here are some battle-tested recommendations:
Invest in quality tools - Cheap tool inserts aren't worth the headache. The marginal cost difference is recovered in better finishes and fewer rejected parts.
Keep tools sharp - Dull tools create poor finishes. Replace or sharpen more frequently than you might for other materials.
Use a dry run - Before running production parts, prove out your program on scrap material. This takes 30 minutes and saves hours of troubleshooting.
Monitor for chatter - Listen to your machine. Chatter creates terrible surface finishes and damages tools. If you hear it, stop and investigate.
Keep your machine clean - Stainless steel fines can accumulate and affect accuracy. Regular maintenance pays dividends.
Conclusion
Machining stainless steel successfully isn't magic—it's about understanding how the material behaves and respecting its unique characteristics. Use aggressive feeds, maintain appropriate speeds, keep tools sharp, and apply coolant properly. Follow these guidelines, and you'll consistently achieve surface finishes that impress your customers.
At Ruo Chen, we've perfected these techniques across our full range of capabilities—from traditional turning and milling to complex 5-axis work. If you're struggling with stainless steel surface quality, we'd welcome the opportunity to discuss your specific challenges.
What's your biggest frustration when machining stainless steel? I'd love to hear about your experiences in the comments below.






 10 Dec, 2025
10 Dec, 2025
 Industry News Machining Basics
Industry News Machining Basics